(4)粉砕

二次破砕とも呼ばれます。八ンマーミルや一軸粉砕機を用いて原料の粒径を、ペレット成型機(ペレタイザー)のダイス小孔の直径以下にまで粉砕します(図2-4)。通常は孔径の2/3程度を粒径の上限としています。微細粉も原料間のすき間を埋めるのに役立ちます。おが粉製造機では丸太や背板などから直接、粒径のほぼ揃ったのこ屑が生産されます。
(5)成型
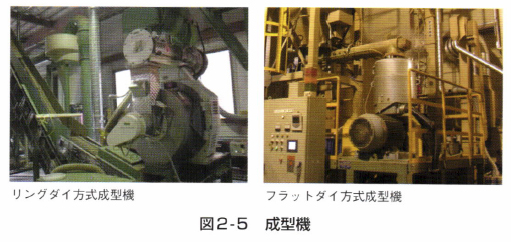
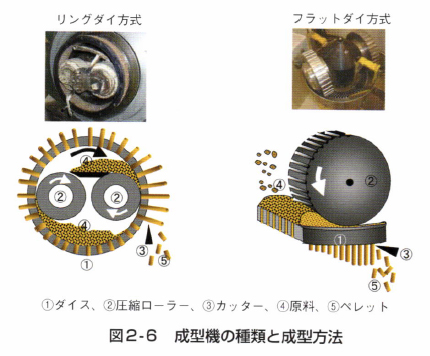
成型機は、多数の円筒形の小孔を持つダイスと圧縮ロ―ラーからなり、粉砕された原料木粉は圧縮 ロ―ラーで小孔に押し込まれてペレットに成型されます。成型機にはリングダイ方式とフラットダイ方式があります(図2-5、図2-6)。これらには通常、定量供給装置と過乾燥原料用の加湿装置が接続されています。成型機の生産能力は、リングダイ方式は数百kg/h~数ton/h、フラットダイ方式は数十kg/h~数ton/hの範囲にあり、生産規模によって適正な能力のものが選択できます。フラットダイ方式は機構上、少量生産にも対応でき、稼働中の騒音や振動も小さいのが特徴です。
ペレット成型時のダイスの温度は、通常80~ 120℃になります。成型機でペレット1 kgを生産するのには80~1 60wの電灯を1時間点灯するのと等しい電力を消費します。
【木質ペレットの燃焼性を判断するための簡易チェック方法】
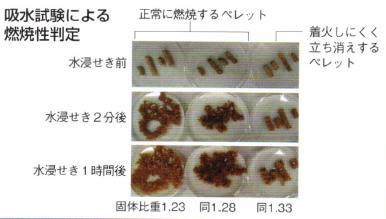
燃料として好ましい木質ペレットは、ひび割れが少なく簡単に壊れないことに加えて、燃焼性、すなわち着火が容易で火持ちのよいことが必須条件です。ペレットが適正な燃焼性を示すか否かの判断は水に浸けるだけの吸水試験で簡単に見分けられます。燃焼性のよいペレットは、写真のようにすぐに膨れ出し小さな気泡が出てきます。いつまでも膨れないペレットは着火しにくく、立ち消えを起こすことがあります。ただしこの方法は樹皮ペレットには当てはまらない場合もありますので注意してください。
(6)冷却
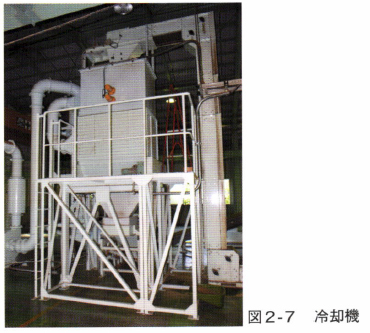
成型直後の木質ペレット|よ温度が高く、水蒸気を放出して比較的軟らかい状態にあります。続くふるい分けや袋詰め工程での型くずれや破損を防止するために冷却して硬化を促進します。
冷却の方法には、一般には空気を吹き込む通風冷却が用いられています(図2-7)。
(7)選別
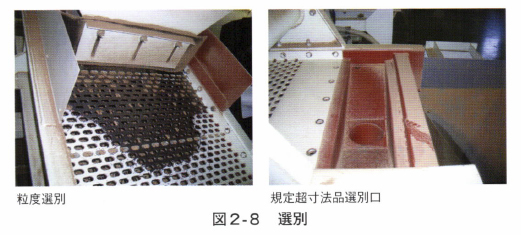
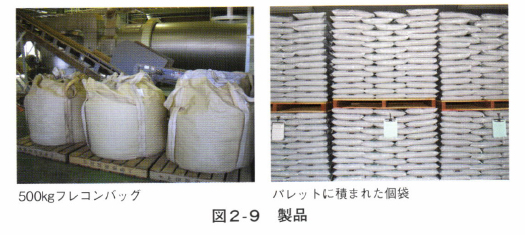
こうしてできあがった木質ペレットは、最後に振動ふるいや回転ふるいを使用して細かな成型不良品や微粉などが取り除かれ(図 2-8)、フレコンバッグや10~20kg袋に入れられ出荷されます(図2-9)。取り除かれた不良品や微粉は乾燥工程の熱源に用いられたり、再び原料に戻されます。